



Smiingsprosess for bøttetenner og adapter





Vi vet alle at alle investeringsstøpegods består av mange produksjonsprosedyrer. CFS-bøttetenner bruker investeringsstøpeteknikk, også kalt tapt voksstøping, inkludert voksmønsterinjeksjon, tremontering, skallbygging, avvoksing, metallstøping og annen etterbehandling. Den størstefordel med investeringsstøpinger at den kan oppnå høy størrelsesnøyaktighet, god overflatefinish og støpe alle komplekse legeringer.
Nedenfor finner du støpeprosessene for bøttetenner i støperiet vårt i hvert trinn:
Trinn 1. Design bøttetenner i forskjellige utseender og dimensjoner i henhold til markedets etterspørsel.

Trinn 2. Utstyrt med komplett sett med støpebehandlingsutstyr og profesjonelt teknisk team, kan vi maskinereverktøyfor alle typer investeringsstøping, inkludert bøttetenner.

Trinn 3. Voksmønsterfremstilling er det første trinnet for støpingbøtte tennerVoksmønster brukes til å danne hulrommet i ildfaste skall. For å oppnå kvalitetsbøttetenner med høy størrelsesnøyaktighet og overflatefinish, bør selve voksmodellen ha så høy nøyaktighet og overflatefinish. Men hvordan få et kvalifisert voksmønster? I tillegg til å designe en god form, må vi fortsatt velge utmerket voksmateriale og riktig voksmønsterprosess. Fordeler med voksmodeller fra CFS er lavt smeltepunkt, god overflatefinish og dimensjoner, høy styrke og lett vekt.

Trinn 4. Tremontering er prosessen der man fester voksmønstre av bøttetenner til støpeinnløpssystemet.

Trinn 5. Hovedprosedyrene for skallbygging inkluderer:
a. Fjern olje fra tremontering – For å forbedre beleggets fuktingsevne må vi fjerne overflateoljen fra voksmodeller.
b. Dyppe trekonstruksjonen i keramisk belegg og sprøyte sand på overflaten.
c. Tørk og herd den keramiske platen. Hver gang det påføres et lag med keramisk plate, må laget tørkes og herdes.
d. Etter at det keramiske skallet er fullstendig herdet, må vi fjerne voksformen fra skallet. Denne prosessen kalles avvoksing. Det finnes mange avvoksingsmetoder avhengig av oppvarmingsmetoder, og den mest brukte er dampmetoden med samme trykk.
e. steking av keramisk skall

Trinn 6. Hell flytende metalllegering for å fylle hulrommet i skallet.

Trinn 7. Rengjøring av støpebøttetenner, inkluderer fjerning av skall, løpeinnløpsseksjon, festet ildfast materiale og rengjøring etter varmebehandling som skjell.

Trinn 8. Ettervarmebehandling, vil organisasjonsstrukturen til bøttetennene være ensartet, og slitestyrken vil bli betraktelig forbedret, slik at levetiden vil forbedres dobbelt så mye som før.
Trinn 9. Ved fullstendig inspeksjon av material- og mekaniske egenskaper for bøttetenner, kan vi effektivt forhindre at ukvalifiserte produkter kommer på markedet.
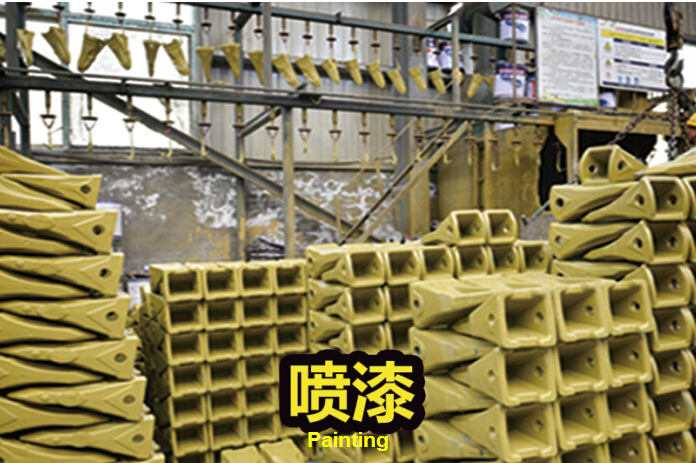
Trinn 10. Maling i farger som gul, svart, grønn osv. for å passe til forskjellige merker og maskiner.

Trinn 11. Pakk bøttetennene i en standard trekiste mot skader og lever dem til kunden vår.






